V tomto článku porovnáváme různé nástroje konstruktérů a vývojářů při stavbě vědeckých experimentů. V současné době trh nabízí velké množství nástrojů, které tzv. urychlí prototypování. Tyto nástroje jsou většinou velmi drahé a vyžadují specialisty, kteří s nimi umí pracovat. Při rozhodování, kterým směrem jít, je poměrně složité dopředu specifikovat všechny potřeby týmu tak, aby bylo prototypování co nejefektivnější. Chceme ukázat naši konstruktérskou cestu metodou rychlého prototypování za přispění počítačových simulací, technologie 3D tisku a zobrazení virtuální reality. Porovnáme náročnost na lidské zdroje, poměr cen a výslednou kvalitu prototypů.
1 ÚVOD
Ve vědeckém výzkumném Centru HiLASE je vyvíjeno více než dvacet laserových systémů pro vědecké a průmyslové aplikace. Tyto lasery mají různé výstupní parametry: od pikosekundových pulzů s energiemi 5 mJ – 0,5 J a opakovacími frekvencemi 1–100 kHz (lasery Perla na bázi technologie tenkého disku) až po systémy s výstupní energií 100 J v nanosekundových pulzech s opakovací frekvencí 10 Hz (lasery Bivoj a Kazi na bázi multi-slab laserových technologií) [1]. Paralelně s výzkumným tempem drží krok i technická realizace.
ETS (Engineering & Tech Support) tým dělá technickou podporu celému vědeckému týmu v Centru HiLASE. Na základě požadavků vědeckých pracovníků konstruuje, vyrábí, či nechává vyrábět součástky experimentů, které následně kompletuje a spolu s vědci i provádí funkční zkoušky těchto částí. Konstrukční zadání a požadavky vědeckých pracovníků přicházejí často v podobě ručních nákresů, náčrtů v MS Powerpoint či schematických 3D modelů. Konstruktéři z ETS teamu disponují poměrně širokou škálou nástrojů. Hlavním a prvním nástrojem je SOLIDWORKS Premium 2020, ve kterém se zhotovuje jak prvotní vizualizace řešení, tak výrobní dokumentace. Do toho vstupují stažené komerční modely, které lze použít např. pro virtuální a rozšířenou realitu, ale ne pro výrobní podklady. Prakticky nikdy se výroba jednotlivých komponent neopakuje. Vzhledem k cenové náročnosti těchto komponent není ani prostor na chyby a je nutné, aby každý prvek byl funkční již při první implementaci do systému. Z pohledu výroby se dá říci, že se jedná o zhotovení funkčních prototypů.
2 SIMULUJI, SIMULUJEŠ, SIMULUJEME
Pro prvotní ověření realizovatelnosti obvykle používáme simulační nástroje, které umožňují rychle přiblížit chování složitých dílů a sestav za daných provozních podmínek. To je zvláště výhodné v případě složitých a hmotných (tedy obtížně prototypovatelných) konstrukcí. Základními nástroji jsou lineární statické analýzy obsažené v programu SOLIDWORKS a dále simulace proudění tekutin a sdílení tepla (CFD – Computational Fluid Dynamics) obsažené v doplňkovém modulu SOLIDWORKS Flow Simulation.
2.1 Aby to něco vydrželo
Nejčastější využití nachází statická analýza při návrhu manipulačních vlastností a manipulačních prostředků pro jednotlivá laserová zařízení. Tato zařízení jsou díky své jedinečnosti často osazena do unikátních boxů, které vytvářejí nosnou a ochrannou strukturu laseru, stejně jako rozhraní pro jeho technologické a datové připojení. Pro bezpečnou manipulaci s takovým boxem je nutno navrhnout jeho optimální tuhost, aby se nedeformoval vlastní hmotností navýšenou o součet hmotností komponent laseru. Dále je nezbytné zkonstruovat manipulační prvky umožňující zavěšení celého zařízení na jeřáb, transport pomocí paletových a vysokozdvižných vozíků a přesné usazení na požadované místo. Tyto manipulační prostředky musí být konstruovány s ohledem na jejich maximální tuhost, kompaktnost a zároveň s minimálním mechanickým vlivem na laserový box. Na obr. 1 je vidět výsledek simulace prohnutí laserového boxu umístěného na podpěrách působením vlastní hmotnosti a přídavné zátěže.
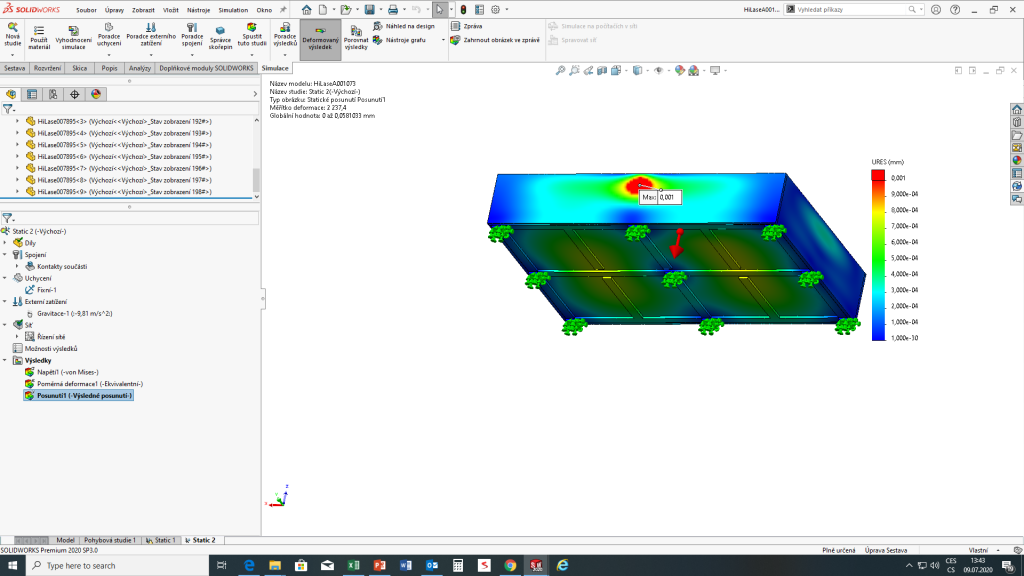
Obr. 1 Statická analýza deformace laserového boxu
2.2 … a aby to chladilo
CFD analýzy jsou úspěšně používány stejně jako statické analýzy například při návrhu laserových boxů. Boxy kromě ochranné a nosné funkce zajišťují i optimální teplotní prostředí laseru. Toho lze dosáhnout např. vodním chlazením základové desky laseru (simulace gradientu teploty chladicího média probíhajícího v chladicích kanálech je vidět na obr. 2), které při vhodné konfiguraci odvádí teplo z bodových zdrojů – prvků laseru a přispívá ke stabilizaci teploty vnitřního prostředí boxu. Studie tedy v tomto případě zahrnuje nejen analýzu dynamiky tekutin, ale i přenos tepla.
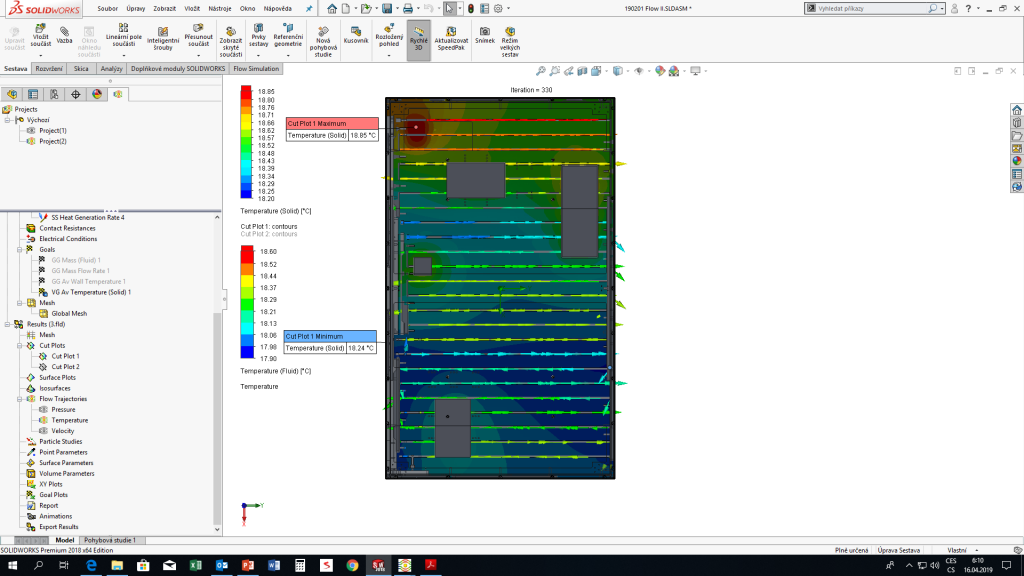
Obr. 2 Komplexní analýza přenosu tepla a proudění kapaliny v chladicích kanálech laserového boxu
3 RYCHLÉ PROTYPOVÁNÍ V PROSTŘEDÍ LABORATOŘE
Další metodou ověření funkceschopnosti konstrukčního návrhu je zhotovení prototypu. V posledních několika letech pozorujeme masivní rozšíření aditivních technologií ve všech průmyslových odvětvích. Centrum HiLASE se rovněž rozhodlo zařadit tyto technologie do portfolia svých výrobních procesů. Hlavní výhodou technologie 3D tisku je rychlá a levná výroba poměrně kvalitních lehkých dílů.
3.1 Jsme soběstační a nejen časově flexibilní
Použitím 3D tisku se nám podařilo výrazně urychlit vývojový proces. Centrum HiLASE nemá prostorové kapacity pro vlastní výrobní dílny. Výrobu zajišťujeme buď ve sdílených dílnách Fyzikálního ústavu Akademie věd, nebo u externích dodavatelů. Díly, které jsme dříve nechávali vyrábět běžným způsobem, byly obvykle dodány 4–6 týdnů po schválení návrhu. Takto dlouhé čekací doby jsou pro vývoj nových zařízení značně nevyhovující a veškeré modifikace zabírají spoustu času.
Spouštěli jsme naše technologické pracoviště s jednou FFF (Fused Filament Fabrication) tiskárnou a v současné době máme již čtyři. Poptávka po tištěných součástech stále roste a v budoucnu bude nutné dokoupit další vybavení. Počet tištěných dílů v roce 2019 přesáhl 700 kusů.
Zřízením prostorově i finančně velmi úsporného technologického pracoviště FFF technologie jsme získali částečnou soběstačnost, která se odrazila i na časové flexibilitě. Nyní jsme schopni některé díly vytvářet během několika hodin od schválení designu. Běžně se díl montuje již druhý den od dokončení 3D návrhu. S takto velkou rychlostí výroby prototypových dílů jsme schopni řešit požadavky na jakékoliv konstrukční změny bez větších zpoždění.
3.2 Všechno zkombinujeme…
Ve velkém měřítku kombinujeme zakoupené komponenty s vlastními výrobky. Není výjimkou, že se na jednom stole sejdou díly vyrobené v USA, Německu a Anglii. Většinou z důvodu nedostatečné kompatibility nebo nedostatku konstrukčních vlastností běžně dostupných komponent jsme vedeni k vlastním řešením. Konstrukční tým tedy musí přijít s řešením jak propojit dva nebo více nekompatibilních systémů, např. díly konstruované v imperiálním a v metrickém systému. Toto je okamžik, kdy se technologie 3D tisku ukázala jako velmi rychlý a efektivní nástroj, jímž lze vyrobit díl umožňující toto propojení. Takový díl je vidět na obr. 3. Propojuje rozměry obou systémů. Tištěný díl může také sloužit pro sjednocení závitů.
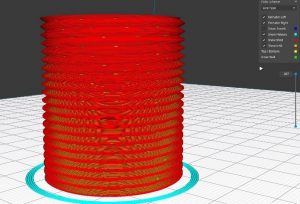
Obr. 3 Závitová redukce spojující díly s rozměry v imperiálním a metrickém systému; příprava k tisku (nahoře), namontovaná v laboratoři (dole)
Při použití správného materiálu a nastavení tisku lze dosáhnout dostačující přesnosti a tuhosti. Máme tiskárny s více extrudéry, čímž můžeme vyrábět jeden díl kombinovaný z více materiálů. Spojením dvou materiálů dokážeme vytvořit speciální vlastnosti nebo různé barvy finálního dílu. Můžeme například snadno kombinovat materiály v jedné součásti.
3.3 Ještě se to sem musí vejít
Laserová laboratoř má své specifické prostředí, materiály a díly. Optické součásti laserových systémů jsou citlivé na vibrace. Optomechanické části, stojany a držáky proto musí být tuhé. Stabilitu výkonu těchto laserových subsystémů nelze snížit použitím plastových dílů [2]. Přesto lze technologii 3D tisku použít jako první krok v procesu návrhu ke kontrole životaschopnosti návrhu. Složitost a počet našeho laboratorního vybavení a prostorové omezení představují nezanedbatelné riziko kolize s jinými součástmi. Aby se tomuto riziku zabránilo, je před objednáním výroby drahé součásti vyroben levný plastový díl. Tato levná testovací součást je vyzkoušena na správném místě v systému, a tím ověřena prostorová správnost návrhu. Pokud dojde ke kolizi, je součást přepracována s nižšími náklady a spotřebou času. Jako ukázku lze použít držák pneumatického stolku na obr. 4, 5 a 6. Výsledný držák komplikovaného tvaru byl vyroben z hliníku a vážil 1,6 kg. Otestován byl plastovým prototypem. Ten prokázal správné prostorové uspořádání a umožnil zjednodušení připojovacích míst výsledného držáku.

Obr. 4 Držák pneumatického stolku testovaný v laboratoři
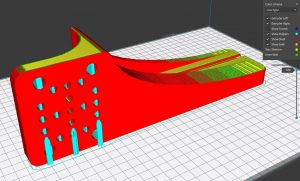
Obr. 5 Tisková příprava držáku: 330 gramů použitého materiálu, časová náročnost 44 hodin tisku

Obr. 6 Finální kovový držák namontovaný v laboratoři, celková doba dodávky cca 8 týdnů
4 VIZUALIZACE FORMOU VIRTUALIZACE
Hotové a schválené konstrukční modely slouží nejen k výrobním, ale i k prezentačním účelům. V Centru HiLASE využíváme kromě klasických vizualizačních metod, jakými jsou například renderované obrázky, i moderní technologie virtuální a rozšířené reality. Tyto metody jsou si poměrně blízké a často bývají nesprávně zaměňovány.
4.1 VR není AR?
Virtuální realita (VR – Virtual Reality) vytváří kolem uživatele izolovaný virtuální prostor, který nezahrnuje prvky skutečného okolí. Výjimkou jsou např. limity pohybu uživatele, které jsou do virtuálního prostoru promítány.

Obr. 7 Headset pro VR Oculus Rift S
Rozšířená realita (AR – Augmented Reality) využívá pohled uživatele na skutečné okolní prostředí a jeho doplnění o virtuální objekty.

Obr. 8 AR brýle Microsoft Hololens
Obě zařízení jsou obvykle koncipována jako stereoskopické brýle, u VR vytvářející virtuální prostor, u AR umožňující průhled a promítání virtuálních objektů do reálného prostoru [4]. Pro AR lze případně využít i zobrazovací zařízení s dostatečným výpočetním výkonem umožňující snímání okolí a své polohy– typicky chytrý telefon nebo tablet.
Z toho je jasně patrný rozdíl ve využití těchto technologií. VR umožňuje vytvoření komplexního virtuálního prostoru v zásadě nijak neomezeného vnějším prostředím a naopak AR aktivně s vnějším prostředím pracuje a využívá jej.
4.2 VR a AR jako nástroj (nejen pro PR)
V současné době je virtuální realita (Oculus Rift S) v Centru HiLASE používána v první řadě pro prezentaci vysokoenergetického laserového systému Bivoj, který je z pohledu 3D modelu charakteristický svými rozměry a členitou strukturou, jak lze vidět na obr. 9. Díky VR může být tento laser prakticky kdekoliv a kdykoliv detailně představen, čímž odpadá nutnost návštěvy laserové laboratoře a zároveň je uživateli virtuální reality umožněn absolutně svobodný a bezpečný pohyb v prostoru laseru. Jako výhodné se do budoucna jeví použití virtuální reality například pro prohlídky dalších laserových systémů a laboratoří nebo prezentaci záměrů laboratorních přestaveb a rekonstrukcí.
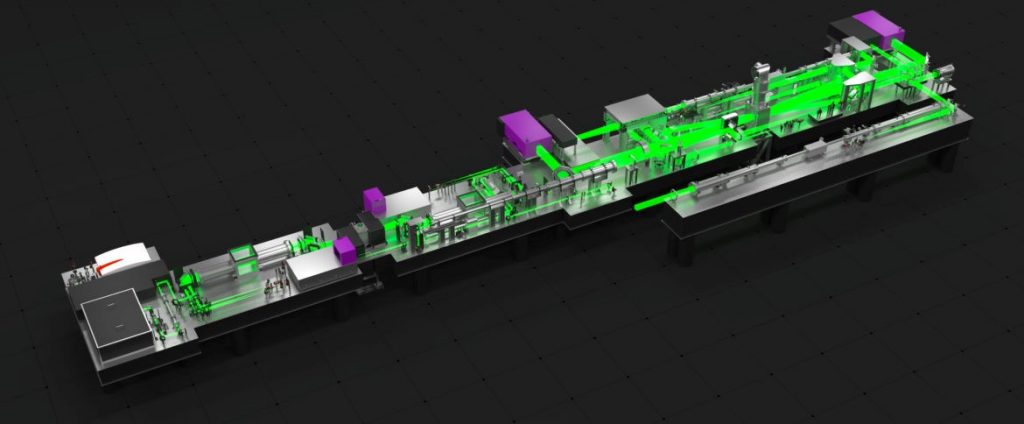
Obr. 9 Kilowattový laserový systém Bivoj v prostředí virtuální reality
Rozšířená realita (Microsoft Hololens) se využívá v případě modelů kompaktních laserových systémů Perla. Zde poskytuje efektivní zobrazení těchto laserů v reálném světě, jak je ukázáno na obr. 10. Z uživatelského hlediska to znamená umístění laseru jako virtuálního objektu libovolně do okolního prostředí, jeho prohlídku a základní seznámení pomocí interaktivních prvků modelu. Tento proces je zvláště užitečný v případě, že vizualizaci je nutno provést v kontextu daného prostředí, typicky z důvodů zástavby. To dává předpoklad pro další budoucí využití rozšířené reality v případě komerčních laserových systémů, kdy bude možno snadno ověřit jejich instalovatelnost u koncového zákazníka.
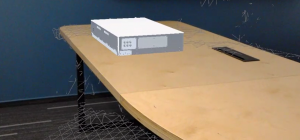
Obr. 10 Tenkodiskový laserový systém Perla 100 zasazený do reálného prostředí pomocí AR
Pro systémy virtuální i rozšířené reality je v současné době připravován vysoce detailní model druhé generace laserového systému Perla. Ten bude komplexně využíván pro výukové i marketingové účely.
ZÁVĚR
Poměr finanční náročnosti mezi jednotlivými systémy jsme vztáhli k ceně za 3D CAD nástroje. Jako příklad outsourcingu vybrané technologie lze použít cenu konverze 3D modelu laseru Bivoj do VR aplikace, která činila přibližně 1/3 cenu zaškolení pro VR. Pokud je aplikace pro virtuální realitu doplněna například o 3D volumetrickou nahrávku průvodce s komentářem, může se její cena zhruba zdvojnásobit (tj. 2/3 ceny zaškolení pro VR).
Všechny uvedené nástroje vyžadují kromě doby nutné k vyhledání, vysoutěžení a nákupu hardwaru a softwaru také nezanedbatelný čas na zaškolení pracovníků pro jejich relativně vysokou specializaci. Z našich zkušeností vyplývá, že jeden pracovník – konstruktér nezvládne obsluhovat bez pomoci dalších specialistů všechna tato zařízení. V následující tabulce jsme se odhadli porovnání v přepočtu na ekvivalent plného pracovního úvazku (FTE – Full-time Equivalent).
Tab. 1 Finanční náročnost technologií [6–8, 11]
| HW a SW pro technologii |
Jednotkové náklady na pořízení technologie [–] |
Jednotkové náklady na zaškolení [–] |
Celkové jednotkové náklady [–] |
3D CAD
– SOLIDWORKS Premium
– Výpočetní a grafické PC |
1,00 |
1,00 |
1,00 |
Simulační SW SOLIDWORKS
– Simulation Standard,
– Flow Simulation |
1,27 |
2,60 |
1,42 |
3D tisk
– 3D tiskárna SigmaX R19
– SW Cura
– SW Simplify 3D |
0,44 |
2,08 |
0,50 |
Rozšířená realita
– Microsoft Hololens
– SW Blender
– SW Unity 3D |
0,22 |
7,95 |
0,52 |
Virtuální realita
– Oculus Rift S
– PC pro VR
– SW Blender
– SW Unity 3D |
0,15 |
4,77 |
0,33 |
Tab. 2 Časová náročnost technologií [5, 7–11]
| Technologie |
Čas na zaškolení [h] |
FTE [-] |
3D CAD
– SOLIDWORKS Premium |
32 |
0,8 |
Simulační SW SOLIDWORKS
– Simulation Standard,
– Flow Simulation |
48 |
0,5 |
3D tisk
– 3D tiskárna SigmaX R19
– SW Cura
– SW Simplify 3D |
25 |
0,5 |
Rozšířená realita
– Microsoft Hololens
– SW Blender
– SW Unity 3D |
63 |
0,6 |
Virtuální realita
– Oculus Rift S
– PC pro VR
– SW Blender
– SW Unity 3D |
61 |
0,6 |
Dalším zajímavým námětem je pomocný HW (typicky 3D tiskárny nebo sety pro virtuální realitu), který buď můžeme implementovat do jednoho pracoviště, nebo naopak jít cestou více oddělených pracovišť, které se potom více specializují a vytvářejí kapacitní prostor.
Obecně nelze říci, že by bylo možné nahradit klasické prototypování těmito pokročilými metodami. Lze ale často prototyp vytvořit na mnohem vyšší úrovni, a tím podstatně zkrátit časy prototypování. Vzhledem k tomu, že Hilase je vědeckým centrem, můžeme často zanechat takto vytvořený díl v dalším užívání, bez dalších nároků na redesign.
PODĚKOVÁNÍ
Práce na tomto článku byla finančně podpořena Evropským fondem pro regionální rozvoj a státním rozpočtem České republiky (Operační program Výzkum, vývoj a vzdělávání; projekt HiLASE CoE, čís. CZ.02.1.01/0.0/0.0/15_006/0000674; program NPU I, projekt čís. LO1602).
LITERATURA
(1) Divoky, M., Smrz, M., Chyla, M., Sikocinski, P., Severova, P., Novak, O., et al.: Overview of the HiLASE project: high average power pulsed DPSSL systems for research and industry. High Power Laser Sci. Eng. 2 (2014). https://doi.org/10.1017/hpl.2014.16
(2). Aliheidari, N., Tripuraneni, R., Hohimer, C., Christ, J., Ameli, A., Nadimpalli, S.: The impact of nozzle and bed temperatures on the fracture resistance of FDM printed materials. Proc. SPIE, Behav. Mech. Multifunct. Mater. Compos. 10165, 1016512 (2017). https://doi.org/10.1117/12.2260105
(3) Shubham, P., Sumit, J.: Optimization of process parameter to improve dynamic mechanical properties of 3D printed ABS Polymer using Taguchi method. In: ARSSS International Conference, Goa (2018)
(4) Bradski, G.R., Miller, S.A., Abovitz R.: Methods and Systems for Creating Virtual and Augmented Reality, US. Patent US10203762B2, 13. 6. 2015 https://patents.google.com/patent/US10203762B2/en
(5) 4 kroky, jak využít virtuální realitu ve výuce. (2020) https://www.vupi.cz/cs/akce/4-kroky-jak-vyuzit-virtualni-realitu-ve-vyuce-vzdelavaci-kurz-26-28-05-2020.html
(6) BCN3D SigmaX R19. (2020) https://www.abc3d.cz/produktova-stranka/bcn3d-sigmax-r19
(7) Getting Started with Augmented Reality Počítačový kurz. (2020) https://www.nobleprog.cz/cc/ar
(8) Introduction to Virtual Reality (VR) Počítačový kurz. (2020) https://www.nobleprog.cz/cc/vr
(9) Live Augmented Reality Workshop. (2020) https://circuitstream.com/workshop/upcoming-live-ar-workshop/
(10) Naučte se vytvářet aplikace ve virtuální realitě. (2020) https://www.vupi.cz/cs/akce/naucte-se-vytvaret-aplikace-ve-virtualni-realite-vzdelavaci-kurz-7-9-4-2020-1579085058.html
(11) SolidVision. (2020) https://www.solidvision.cz/
Autoři
Ing. Martina Řeháková, e-mail: martina.rehakova@hilase.cz, tel.: + 420 314 007 717, Ing. Pavel Crha, Ing. Jan Heřmánek, Ing. Karolina Macúchová, Ph.D., Milan Melichar, Václav Němec
HiLASE Centre, Fyzikální ústav AVČR, Za Radnicí 828, 252 41 Dolní Břežany